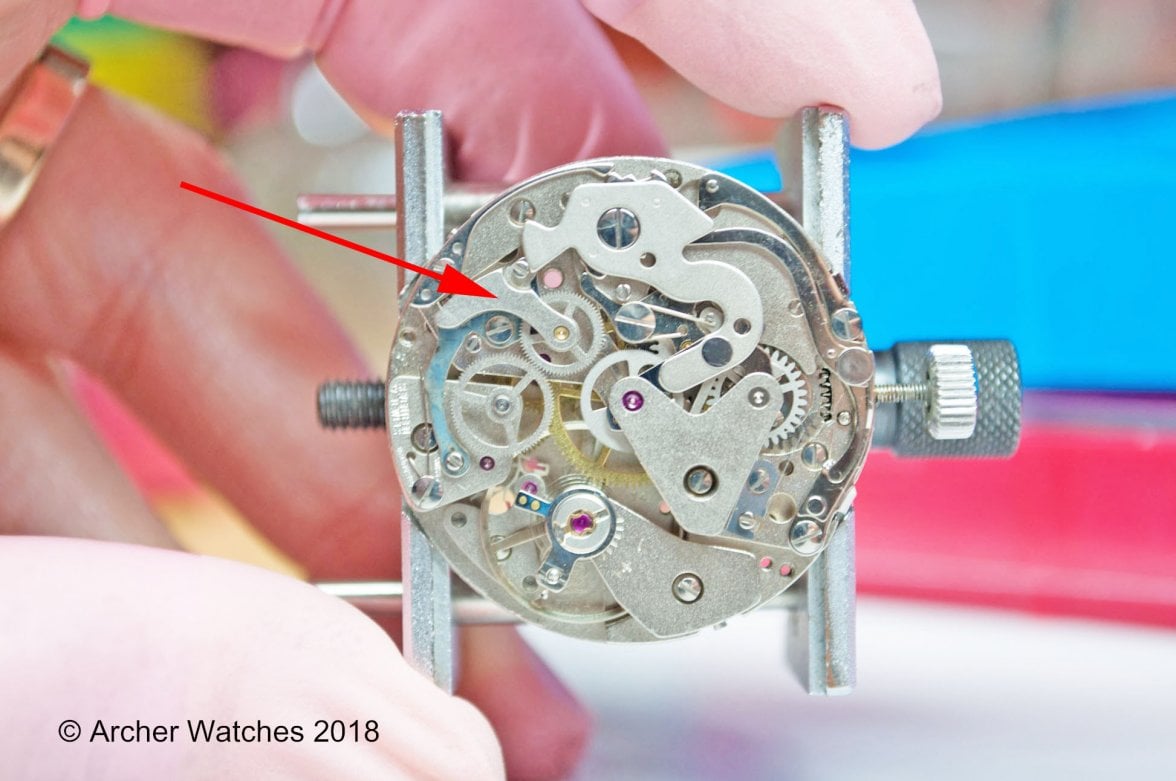
Also not new news but good to recap is Omega's use of their Sedna-gold PVD on (most of the bridges). The use of "German silver" on the one bridge is IMHO questionable
(a potential for tarnishing) and while the Omega spokeperson doesn't know why they chose that material I assume that at the very least, Omega wanted to color to match the original 321 which also used a different finish (or material) for the one bridge. I'm sure a watchmaker like
@Archer can clarify to purpose of this one bridge and maybe why it couldn't be plated back then... .
Profound Insight & History: OMEGA SPEEDMASTER CALIBRE 321 (18:00)
In the last video that was posted like this, the same guy from Omega seemed more sure of the reason for the German Silver bridge - he said it was because of "friction" rather definitely in that video. This of course makes no sense, as I said the last time this came up, because the pivots of the wheel actually ride in a bushing, not in the German silver itself. The bridge itself does not contact anything, so there is no friction involved.
As to why Omega made this part from German silver instead of brass, well if Omega themselves don't know...
😗
There's no functional reason to make it out of this material, so likely it was some sort of nod to tradition if I had to guess.
Here's the same part on a Valjoux 7734...it's made of plated brass:
Last but not least,
@Archer noted somewhere above that it should take no more than half a work day to fully assemble a 321-equipped Speedmaster; the Omega spokesperson has stated that each one requires two days; among the reasons given is that the movement is assembled twice - once to check tolerances of interacting components and again after re-cleaning everything etc. I'm not offering an opinion, just mentioning it as a point of interest (for me) within this interview:
Profound Insight & History: OMEGA SPEEDMASTER CALIBRE 321 (20:45)
This section is a bit strange. The gent from Omega appears to start talking about the adjustment of the hammer (some filing required - common task when a hammer is replaced on watches that do not have any adjustments), and then he appears to talk about checking "end shakes" of every turning component. But the guy doing the interview then seems to talk about "hand shakes" of every component and how they fit together. So I'm not sure if they are both saying the same thing in an accent that makes it sound different, or if the interviewer misheard what was said initially and took it off on a different tangent.
Since the gent from Omega specifically said turning components, this leads me to believe that he said "end shakes". I've covered adjusting end shake here in this thread:
https://omegaforums.net/threads/basic-watchmaking-tips-checking-and-adjusting-end-shake.100219/
As you can see from some of the examples in this thread, checking and adjusting end shakes is done at every service, so although they characterize it as something very special, it's a very routine task for watchmakers, and there are often jewels that have to be moved. This sort of work is included in the time to service information I provided previously in this thread that you referred to. This is Omega's information, and the complete service is 7 hours and 30 minutes, starting with an assembled watch and ending with an assembled watch.
They also talk about the balance spring, but it's unclear what they are really talking about here. He says they have "recaliber" the overcoil, so it doesn't sound like these guys are vibrating the balance spring from scratch, but are only adjusting the coils to ensure concentricity, flatness, and proper spacing between the regulating pins - again this is routine work done to every watch during a service.
The pallet fork is also mentioned, having to move the pallet jewels in or out. Again tough to get a real idea what is going on from a quick sentence, but again adjusting pallet fork jewel depth is not an uncommon thing to do during service. If the amount of lock between the escape wheel tooth and the pallet fork jewel is not correct, it can be adjusted by melting the shellac that holds the jewel in place, and moving the jewel the correct amount - here is my set-up using a heater and an escapement meter, which allows me to know how much I'm moving the jewel - pallet fork is mounted in it but it's not easy to see at first glance:

But I would not expect this to be a regular thing they would have to do. When pallet forks are produced, they are done in volume, so here are some shots of the process I took some years ago at the JLC factory. This ladies job was to insert the pallet fork jewels into the pallet fork - she was lightning fast at this by the way:

Once the jewels are inserted, the pallet forks are taken to a workstation, and the forks are set into trays - the gold toned blocks you see here:

The bocks are made in a way that the depth of the jewel is preset when the fork is inserted into the fixture. Then the whole fixture is heated at the station that looks like this:

The arm rests are there to steady the hands but also keep them elevated above the hot plate. Then stick shellac is used to adhere the fork in place - melted and then left to cool:

Unless there is some production error, the fork should be ready to use right out of the package, like any replacement pallet fork is.
The rest of the fitting they talk about is again puzzling - having replaced many parts on these movements before, I've never had to "hand fit" anything. Aside from the hammer needing to be fit (same as it is on an 861/1861) there's really no hand fitting required when you change a spare part on these movements. But it sounds more impressive when you talk about routine work in a way that makes it seem special I guess.
Cheers, Al